輸送機(jī)襯板輸送機(jī)襯板哪里買濰坊輸送機(jī)襯板濰坊輸送機(jī)襯板銷售點(diǎn)輸送機(jī)襯板輸送機(jī)襯板濰坊輸送機(jī)襯板輸送機(jī)襯板濰坊輸送機(jī)襯板輸送機(jī)襯板
聯(lián)系人 : 黃超強(qiáng)
手 機(jī) :137-6331-3710
固 話 :020-82180626
Q Q :3161271320
郵 箱 :gzqzgc@163.com
網(wǎng) 址 :http://gdqzkj.1688.com
地址:廣州市增城區(qū)沙浦街道居委(附近)
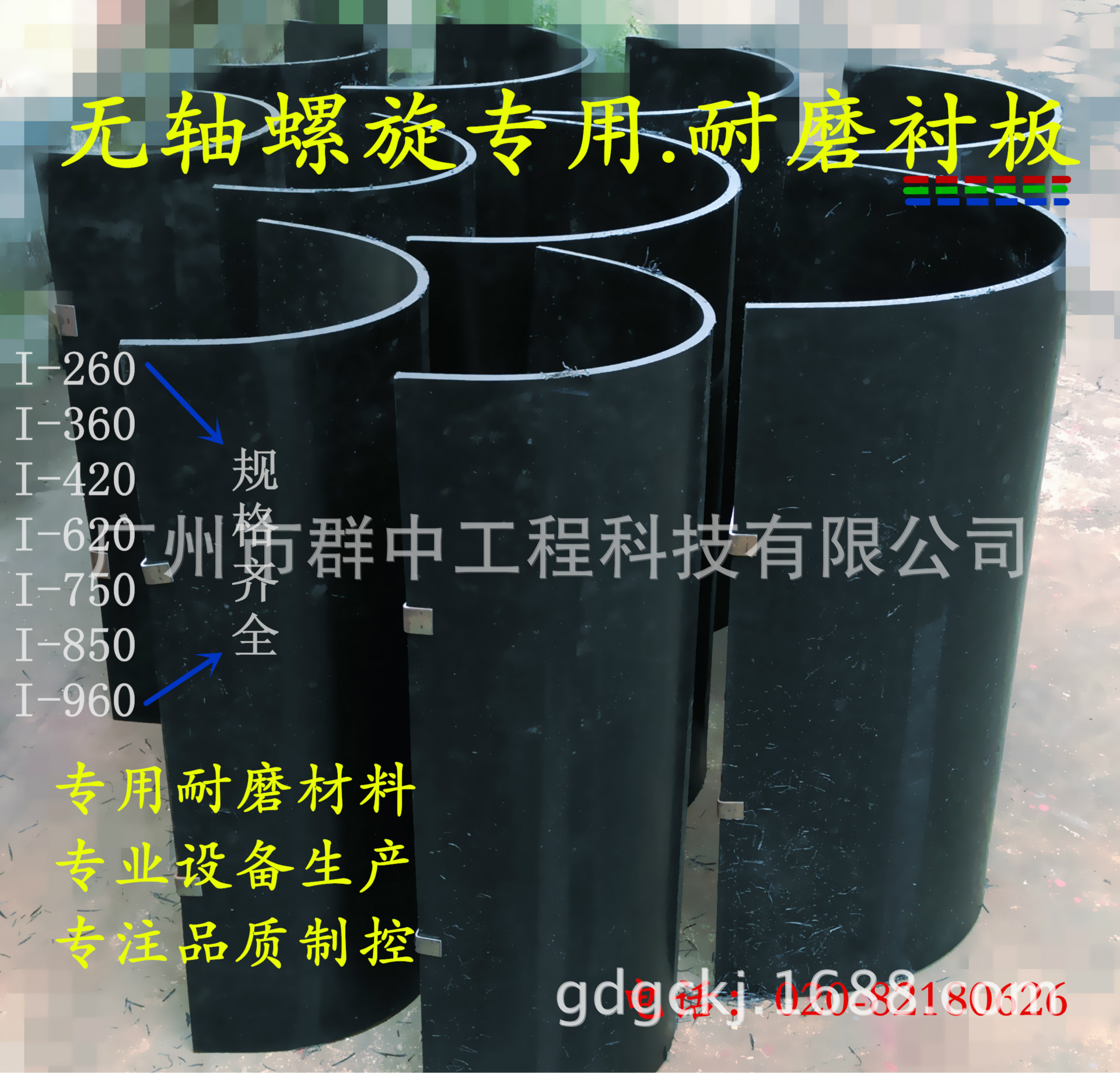
名稱:螺旋輸送機(jī)耐磨襯板
規(guī)格: R100- RT800
材質(zhì):聚乙烯
高模壓聚乙烯超高
(UHMW-PE)是粘均分子量在600萬(wàn)以上的線形結(jié)構(gòu)聚乙 烯(普通聚乙烯的相對(duì)分子量?jī)H為2-30萬(wàn))。極高的相對(duì)分子量,賦予其超凡的使用性能, 使它目前正成為一種綜合性能優(yōu)異、價(jià)格適中的新型熱塑性工程塑料,它幾乎采集了各種塑 料的優(yōu) 越性能,其耐磨性、耐腐蝕、耐低溫性、自潤(rùn)滑及抗沖擊性等五大方面的特性均居目 前現(xiàn)有工程塑料之首。
廣州群中科技公司專業(yè)從事設(shè)計(jì)研發(fā)生產(chǎn)自動(dòng)化機(jī)械設(shè)備的精密金屬零件制造.特種工程塑料應(yīng)用制造,重型機(jī)械維修配件.船舶配件.污水處理設(shè)備配件。我們擁有大型生產(chǎn)基地,先進(jìn)的數(shù)控精密加工生產(chǎn)設(shè)備,技術(shù)過(guò)硬的員工和優(yōu)秀的管理人員。我們始終遵循“質(zhì)量第一、用戶至上”的原則.堅(jiān)持以質(zhì)量取得用戶.以服務(wù)滿意用戶為宗旨.歡迎社會(huì)各界朋友蒞臨指導(dǎo).交流合作.共圖發(fā)展。
聯(lián)系人:黃先生
電 話:020-82180626
郵 箱:gzqzgc@163.com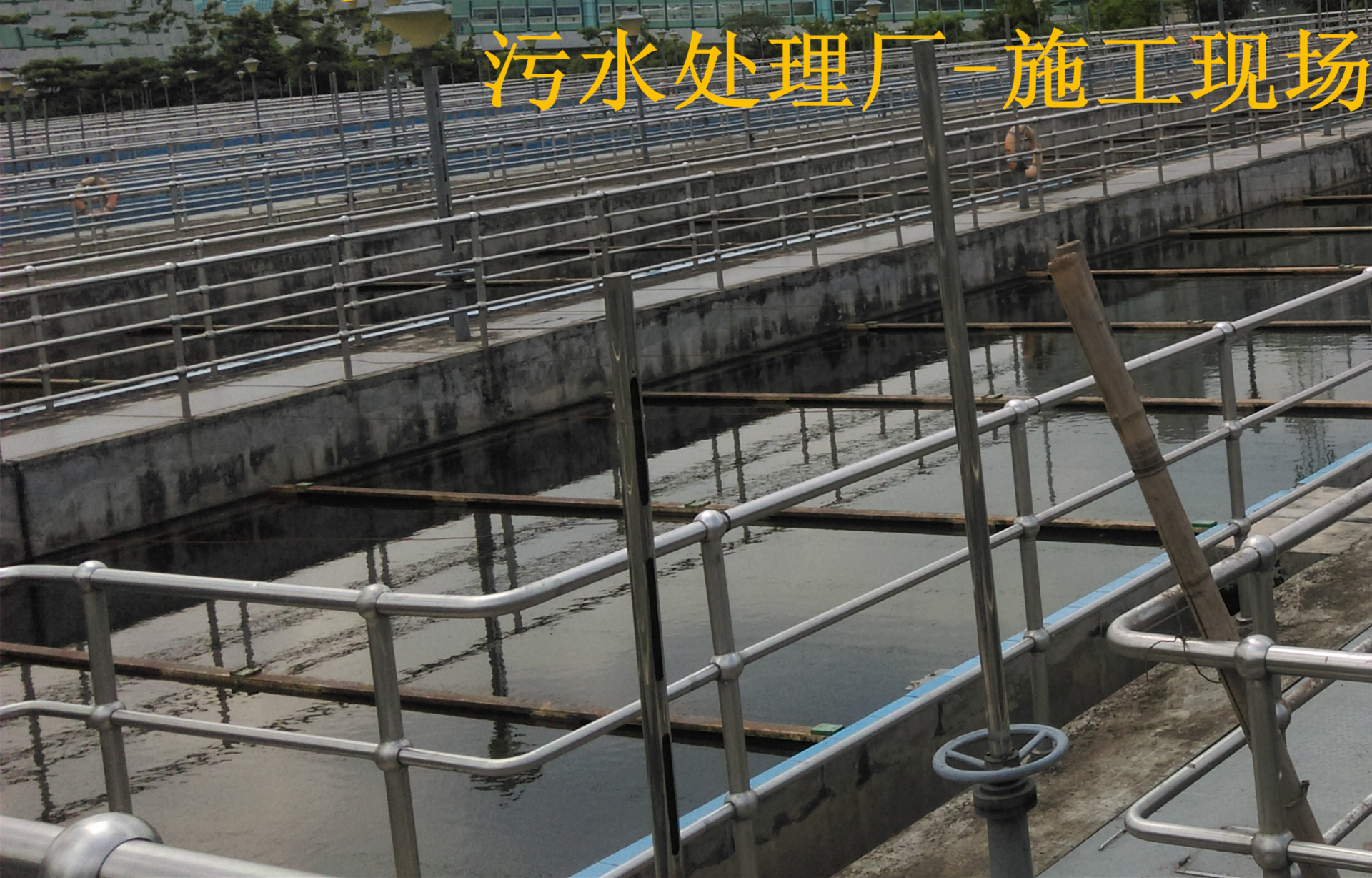
螺旋給料機(jī)及類似的螺旋制品被廣泛應(yīng)用在工農(nóng)收生產(chǎn)中,特別是在冶金化工行業(yè)中有著與皮帶運(yùn)輸機(jī)相同的地位。尤其是在皮帶運(yùn)輸機(jī)所不能勝任的場(chǎng)合,螺旋給料機(jī)更x示出其優(yōu)越性能口它具有物料散失小、無(wú)污染等特點(diǎn)。在特殊場(chǎng)合,采用特制的螺旋機(jī)還能起到多重作用(在我廠的生產(chǎn)中將螺旋機(jī)葉片制成復(fù)合式,與機(jī)軸同通冷卻水,這樣既傳輸了物料,同時(shí)也將料溫從246℃降至46℃)。
由于螺旋給料機(jī)在我)一的應(yīng)用面廣,且屬易損件,因此制作量較大,又因品種、規(guī)格不一,給加工與制作機(jī)械化與半機(jī)械化帶來(lái)許多困難,又因葉片在成形過(guò)程中不僅受到一種拉伸力,而且還受到一種沿螺旋方向的旋轉(zhuǎn)力。如果采取沖壓成形工藝,不僅考慮以上因素,同時(shí)還需具備較大行程的壓力機(jī).在加工葉片過(guò)程中,還要考慮材料的回彈,這就造成了沖壓模具在設(shè)計(jì)時(shí)的復(fù)雜化和螺旋面加工的困難。如果不是大批量生產(chǎn),沖壓成形就更失去其意義。因此幾十年來(lái),我廠’的螺旋機(jī)葉片的成形工藝一直沿用火燒加熱后,在特制的胎具上多人配合錘打成形的傳統(tǒng)工藝方法,它有許多弊端:1.工效低,成本高。2.工藝復(fù)雜(需砌爐,制胎等工藝過(guò)程)。3.質(zhì)量差.
采用上述方法成形后的葉片有錘痕,又由于火燒后氧化脫落較嚴(yán)重及生火所造成的粉塵污染等.如果是特種鋼材(如不銹鋼、防磁鋼等)、由于多方面的因素,又不宜采用以上的成形方法。因此,我們通過(guò)實(shí)踐摸索,對(duì)不同規(guī)格、不同要求的螺旋機(jī)及葉片分別采取了以下幾種工藝成形方法,都取得了較好的經(jīng)濟(jì)效益、且工藝簡(jiǎn)單,不需任何胎具,成本低、工效高、無(wú)污染。
(1)卷?yè)P(yáng)旋力拉伸法將內(nèi)外徑加工好的葉片沿徑向切割一邊,然后將每組葉片頭尾相連接(電焊焊接),片數(shù)可以不限,最多可達(dá)百片(由卷?yè)P(yáng)機(jī)的繩索長(zhǎng)度及工作場(chǎng)地確定),然后再將葉片組水平放置且一端固定,另一端用卷?yè)P(yáng)旋力(見圖1),克服回彈后至要求的螺距時(shí)卸下即可。
(2)手拉葫蘆牽引法同樣按前述方式將葉片頭尾相連接,片數(shù)由單機(jī)所需數(shù)量確定,一般由幾片至幾十片,仍水平放置一端固定,用手拉葫蘆牽引。在接近所需螺距時(shí),將機(jī)軸穿人后繼續(xù)施力至所要求的螺距后(葉片與主軸緊密配合),在主軸的兩端用電焊將葉片固定,即可卸下旋焊,見圖2.
(3)自重法對(duì)于大型螺旋機(jī),由于葉片數(shù)較多(達(dá)上百片),所以自重很大,這時(shí)可以考慮用自重法成形。此方.法成形相當(dāng)容易,步霖如下:同樣將葉片首尾相連后,穿入主軸,將葉片組的最后一片與主軸一端的相應(yīng)位置用電焊固定(螺距較大時(shí)可考慮柔性固定),然后用吊車將此端吊起,使之直立,這時(shí)由于自重的作用,葉片組將自行分離拉長(zhǎng).為克服葉片向下移動(dòng)時(shí)與機(jī)軸的摩擦力,可用錘輕敲主軸上端使葉片與主軸緊密配合.最下幾片由于重力不足,會(huì)造成螺距不夠的現(xiàn)象,這時(shí)可以采用上一方法配合處理。在螺距較大而重力不足時(shí)。可在其葉片下部懸掛重物牽引,或?qū)⒋尚蔚娜~片組一起加工。
對(duì)于批量較大的小螺旋機(jī),利用此法在一根長(zhǎng)軸上一次完成多件,然后分段切割,既快捷又方便。
掃一掃“二維碼”快速鏈接企業(yè)微店
推薦使用 微信 或 UC 掃一掃 等掃碼工具
微店融入移動(dòng)互聯(lián)網(wǎng)帶來(lái)更多的商業(yè)機(jī)會(huì)。




