粉煤灰加氣混凝土設備

粉煤灰加氣混凝土設備是用鈣質材料(如水泥、石灰)和硅質材料(如砂子、粉煤灰、礦渣)的配料中加入鋁粉作加氣劑,經加水攪拌、澆注成型、發氣膨脹、預養切割,再經高壓蒸汽養護而成的多孔硅酸鹽砌塊。
粉煤灰加氣混凝土的單位體積重量是粘土磚的三分之一,保溫性能是粘土磚的3-4倍,隔音性能是粘土磚的2倍,抗滲性能是粘土磚的一倍以上,耐火性能是鋼筋混凝土的6-8倍。它的施工特性也非常優良,它不僅可以在工廠內生產出各種規格,還可以像木材一樣進行鋸、刨、鉆、釘,又由于它的體積比較大,因此施工速度也非常快,可作為各種建筑的填充材料。
粉煤灰加氣混凝土生產線
粉煤灰加氣混凝土生產線的工藝配置及設備選型是項目成敗的關鍵,選擇科學合理的工藝設備及工藝路線是生產優質產品和實現項目預期經濟效應的前提。
粉煤灰加氣混凝土生產線工序:
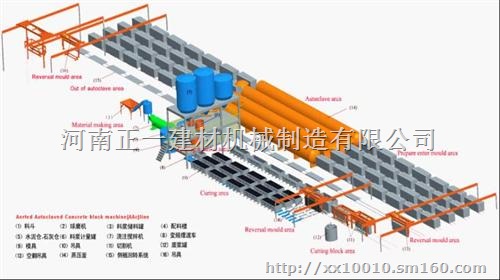
采用濕法工藝流水線作業,主要有原料處理,配料澆注,靜養切割及蒸壓養護等工序。將粉煤灰或硅砂加水磨成漿料,加入粉狀石灰,適量水泥、石膏和發泡劑,經攪拌后注入模框內,靜氧發泡固化后,切割成各種規格砌塊或板材,由蒸養車送入蒸壓釜中,在高溫飽和蒸氣養護下即形成多孔輕質的加氣混凝土制品。其具有重量輕、強度高、保溫隔熱、防火抗震、隔音抗滲等優點。

粉煤灰加氣混凝土設備生產線所需原料的標準及作用:
1.粉煤灰
粉煤灰是本產品的核心原料,也是加氣混凝土硅鋁成分的主要來源。應符合(J09-91)標準。
2.水泥
水泥是粉煤灰加氣混凝土強度的主要來源。它為加氣混凝土提供了主要的鈣質材料。適用于生產粉煤灰加氣混凝土的水泥,主要應以水泥的品種和標號兩個方面選擇。在生產中首先應該選用52.5級普通硅酸鹽水泥。在一般情況下,為降低生產成本,宜選用42.5級普通硅酸鹽水泥為好。
3.石灰
石灰也是粉煤灰加氣混凝土生產的主要原料之一,它的主要作用是和水泥配合提供有效氧化鈣,使之在水熱條件下與硅質材料中的SiO2、Al2O3作用,生產水化硅酸鈣。因此,石灰是本產品的主要強度來源之一。用于生產加氣混凝土的石灰有效氧化鈣含量應大于65%,大于80%。應符合(JC/T621-1996)標準。
蒸壓灰砂磚生產線

蒸壓灰砂磚生產線,灰砂磚機
一、蒸壓灰砂磚概況
蒸壓灰砂磚是以砂和石灰為主要原料,允許摻入顏料和外加劑,經坯料制備、壓制成型、經高壓蒸氣養護而成的普通灰砂磚。蒸壓灰砂磚(以下簡稱灰砂磚)是一種技術成熟、性能優良又節能的新型建筑材料,它適用于多層混合結構建筑的承重墻體。
我國從1958年開始研究發展蒸壓灰砂磚,1960年從愿東德引進十六孔轉盤式壓磚機在北京建成蒸壓灰砂磚生產線,后來研制了八孔轉盤式壓磚機,大大促進了蒸壓灰砂磚的發展,使之成為有砂、石灰資源而又缺乏黏土資源地區的主要墻體材料。

二、蒸壓灰砂磚的規格和性能
灰砂磚規格與性能
產品規格 國標GB11945-1999中規定磚的外形為直角六面體,磚的公稱尺寸長度240mm,寬度115mm,高度53mm。生產其他規格尺寸產品,由用戶與生產上協商確定。
粉煤灰加氣塊設備

粉煤灰加氣塊設備生產過程包括:原材料加工處理、配料計量、攪拌、澆注、振動成型、蒸汽養護、出池、拆模、成品堆放等。
1、原材料加工處理
在選擇原材料時候,選用干排粉煤灰,不過也可以對濕排粉煤灰采用經脫水處理后進行使用,通常情況下一般脫水至35%左右即可。通常電廠的濕排粉煤灰呈懸浮液態,其水灰比為1:20;1:40,因此采用濕排粉煤灰時必須脫水處理。濕粉煤灰脫水采用;自然沉降一真空脫水法。將懸浮態的灰漿輸入沉灰池,在池內靜態自然沉降。沉灰池底部鋪設砂層作為過濾介質,用真空泵通過砂濾層下部鋪設的管道,使濾層內形成負壓,從而將粉煤灰中水分進一步吸出。
塊狀生石灰和石膏的破碎采用顎式破碎機或反擊式破碎機,破碎至粒度不大于30mm。然后用球磨機粉磨,出磨細度控制在0. 080mm方孔篩篩余不大于15%。
煤渣破碎采用輥式破碎機或額式破碎機。破碎后的顆粒粒徑控制在不大于40mm,而且小于1.2mm的顆位含量應不大于25%。
2、配料計量
對各種參與材料進行配比,此外還要考慮生產工藝、生產成本等。各種原材料的計量采用質量計算。配料計量允許誤差:膠凝材料士2%,集料士13%,水士2%。
3、混合料制備
混合料制備應采用強制式攪拌機或臥式葉片攪拌機攪拌。攪拌時不僅要求膠凝材料與煤渣之間混合均勻,還要求膠凝材料中各組分也混合均勻。攪拌時間一般為3min,混合料工作度要求15-30s。
生產中宜采用三次投料方式:①先將煤渣用量的一半投人,并加部分水,攪拌濕潤;②將粉煤灰、石灰和石膏投入,并連續攪
拌;③將剩余的一半煤渣投入,同時加人剩余水,攪拌均勻后出料。

4、澆注成型
將已攪拌均勻的混合料通過喂料系統澆入備好的模具中。因混合料屬于半干硬性混凝土拌和料,應采用振動成型。將模具中裝滿混合料吊到振動臺上振動成型。振動臺的頻率為2000-3000次/min,振幅0.3-0.5mm。凈振時間為30-90s。
5、切割成型(主要設備加氣切割機)
6、蒸汽養護
砌塊成型后,帶模入養護池(室)進行蒸汽養護。合理的養護制度是:砌塊質量達到預期指標、整個養護周期短、設備利用率高、能耗低。通常采用的養護制度為:在50-65℃溫度下靜停4-6h,以5-8℃/h升溫速度升溫5-7h,在100℃溫度下恒溫8-10h,以小于20℃/h降溫速度降溫2-3h。
7、出池、拆模、檢驗
對粉煤灰制品養護結束后,將吊出模具,運早需要拆模的工位進行拆模,然后對外觀開始檢驗工作,將拆散的模具經清理后移至澆注工位備用。
河南正一建材機械是專業生產加氣塊設備廠家,主要以生產,砂加氣混凝土設備,粉煤灰加氣塊設備,小型加氣混凝土設備,年產2-30萬立方加氣塊設備等。