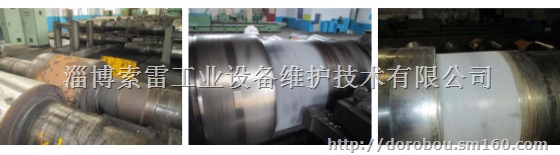
很多軋輥軸的磨損修復工藝依然還是采用的老技術,雖然能完成修復,但是步驟復雜且不利于設備本身的使用,后續生產中依然會造成損壞。而圖中的工藝則使用了新工藝的碳納米聚合物技術。
一般運用的是機加工修復工藝——
1. 表面烤油:使用氧氣乙炔將軸承位表面油污烤干凈,直至無火花四濺,表面干燥;
2. 將軸放在機床上固定好,保持低轉速狀態下將軸承位表面粗車一刀,表面越粗糙越好,必要時在軸承位表面車出螺紋狀;
3. 根據軸承位的單邊磨損量計算材料的用量,按照比例調和SD7101H碳納米聚合物修復材料,調和均勻,無色差;將調和好的材料先薄薄涂抹于軸承位的表面;
4. 材料固化:將機床轉速調至最低,保證軸在旋轉狀態下固化。材料固化時建議使用碘鎢燈加熱,加熱溫度保證在50℃左右,固化時間3小時即可;
5. 材料在加熱狀態下固化3小時后,滿足機加工條件,進行精加工,達到要求的尺寸;
6. 機加工修復完成后,熱裝軸承。
碳納米聚合物是類似一種“冷焊”技術,在線修復過程中不會產生高溫,很好的保護設備本體不受損傷,且修復過程中不受磨損量的限制。材料使用過程中不會產生金屬疲勞磨損,在設備正常維護保養的前提下,其修復后使用壽命甚至高于新部件的使用壽命。